欢迎访问中质捷官网,我们诚挚的期待与您进行长期合作。
客服热线 ![]() 400-8080-713
400-8080-713






干货丨新版控制计划全解读(中)
新的APQP第三版和控制计划参考手册将于2024年3月1日生效。除非客户另有规定,否则本版将取代APQP和控制计划第二版。APQP和控制计划手册已分拆为不同的文件。这样做的目的是随着系统的发展,便于更及时地进行更新 。

开发控制计划的过程流程示例
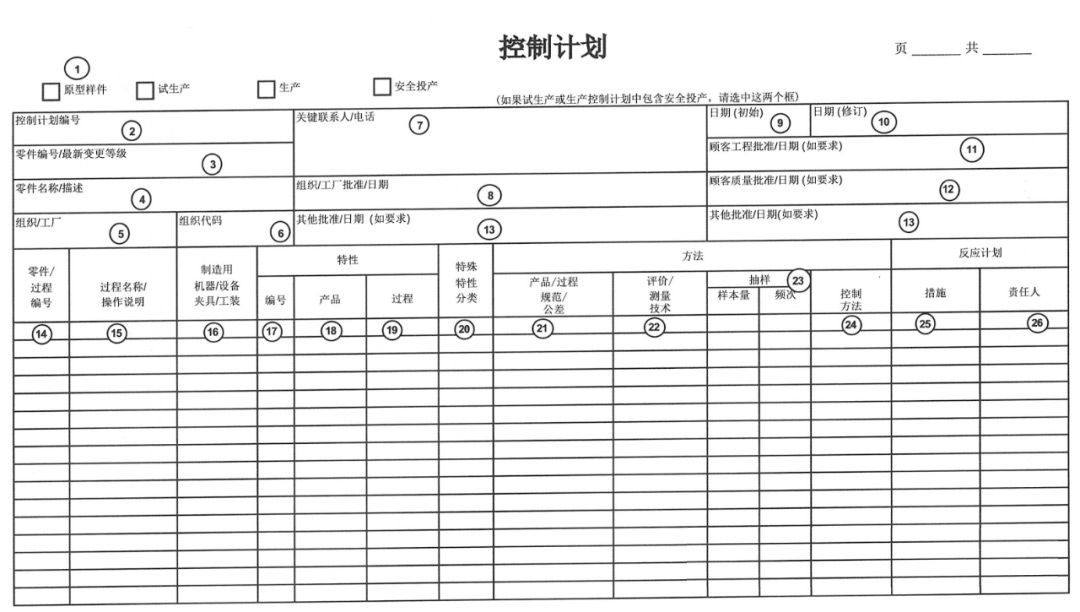
控制计划示例
① 原型样件、试生产、生产和安全投产 在试生产期间,重点是确保从在原型设计阶段使用的受控低产量生产环境过渡到高产量、高效生产环境的过程是无缝的,并在可能影响更大规模运营之前解决任何潜在问题。这一阶段有助于减轻昂贵错误的风险,并确保生产逐步增加的顺利进行。 在生产过程中,重点是将产品按设计交付给最终客户,同时保持高效率和质量标准。这个阶段通常涉及扩大运营、尽可能实现全面自动化,并确保生产过程的稳健性。
③ 零件编号/最新变更等级 这提供了关于零件及其在更大系统中的作用的清晰简明信息,这在这种情况下是指车辆。这些细节对于正确识别至关重要,特别是如果存在多个零件的变体,或者零件在行业内有不同的名称。
⑤
供应商/工厂 这些信息会告诉任何查看控制计划的人,"XYZ 汽车零部件 "公司负责该部件或产品,特别是其 "二厂 "的 "制动系统部 "和 "质量保证部"。这对于可追溯性、责任和任何必要的后续行动都至关重要。
⑦
关键联系人/电话和其他联系信息
控制计划示例
⑧ 组织/供应商/工厂批准/日期
⑨
日期(初始)
⑪ 客户工程批准/日期
⑫
客户质量批准/日期
⑭ 零件/过程编号 这些标识符对于跟踪每个部件的生产过程、确保正确遵循和记录每个步骤至关重要。在出现质量问题或召回时,它们对于可追溯性也至关重要。
⑮
过程名称/操作说明 ⑯ 用于制造的机器,设备,夹具,工具 ⑰特性 - 编号
㉑ 产品/过程规范/公差
㉓ 抽样-样本量/频次
㉔ 方法-控制方法
㉖ 反应计划-责任人 这种方法不仅能确保启动纠正措施,还能确保彻底执行纠正措施并审查其有效性,从而培养积极主动的质量管理文化。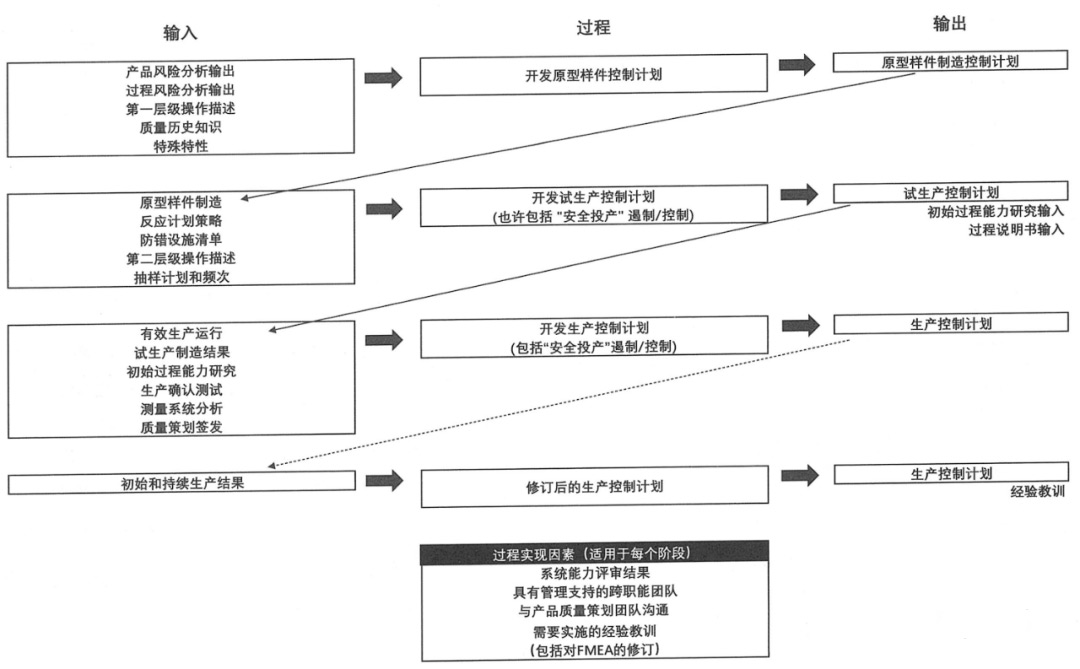
/seo-11
/seo-9
服务优势
Service Advantages

中质捷成立于2014年,是国内领先的企业管理咨询服务机构,业务覆盖全国并拓展至德国、美国、日本等十余个国家,累计服务客户超5000家。公司以“为客户创造价值,助力每一家客户持续成功”为使命,在山东、长三角、珠三角设立核心业务基地,并建有青岛技术研发中心,汇聚115名专业人才(本科及以上学历占比85%),致力于通过技术革新与定制化服务,助力客户实现持续成功。
公司核心优势包括专业团队、高效服务与行业深耕。60余位全职咨询师及讲师均具备跨国企业与多行业服务经验,提供从体系认证(如ISO三体系、IATF16949汽车标准、AS9100航空体系等)到流程优化的一站式解决方案,覆盖汽车、航空航天、医疗、能源等20余个领域。通过“一对一服务团队”模式,确保客户需求快速响应,并辅以目标保障、免费答疑、行业资讯分享等持续支持,助力企业提升管理效能。
中质捷组建了涵盖项目总监、技术专家、客服监管的专业团队,确保项目全流程高效落地。同时提供多元培训服务,包括ISO内审员课程、行业工具培训(如VDA6.3、五大工具)及定制化企业内训,通过线上线下结合的方式赋能客户。
凭借扎实的行业积累与创新服务模式,中质捷已成为多领域企业管理升级的合作伙伴。

咨询服务
Consulting service