欢迎访问中质捷官网,我们诚挚的期待与您进行长期合作。
客服热线 ![]() 400-8080-713
400-8080-713






进阶丨一文让你精通SPC统计过程控制,建议收藏
SPC (统计过程控制) 控制图是将显著性检验的统计原理应用于控制生产过程的一种图形方法,由美国贝尔实验室休哈特(Walter Shewhart)博士于1924年提出。它是一种按时间顺序排列的数据图,用于研究过程随时间的行为,类似于运行图或折线图,但更多是用于理解和描述变化的信息。

SPC (统计过程控制) 控制图是将显著性检验的统计原理应用于控制生产过程的一种图形方法,由美国贝尔实验室休哈特(Walter Shewhart)博士于1924年提出。
1、控制图的组成要素
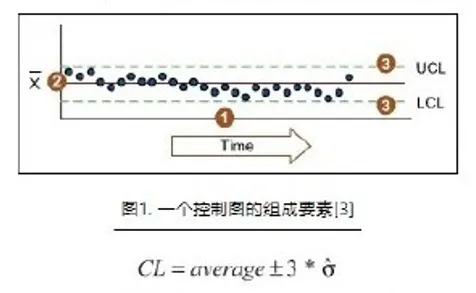
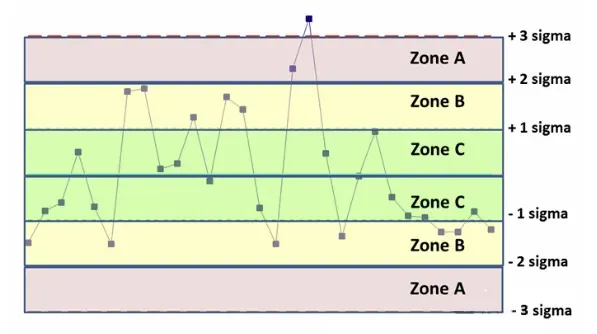
图1是一个典型的控制图,由时间轴、统计量、中心线和控制线构成。
▲ 图1
(注:
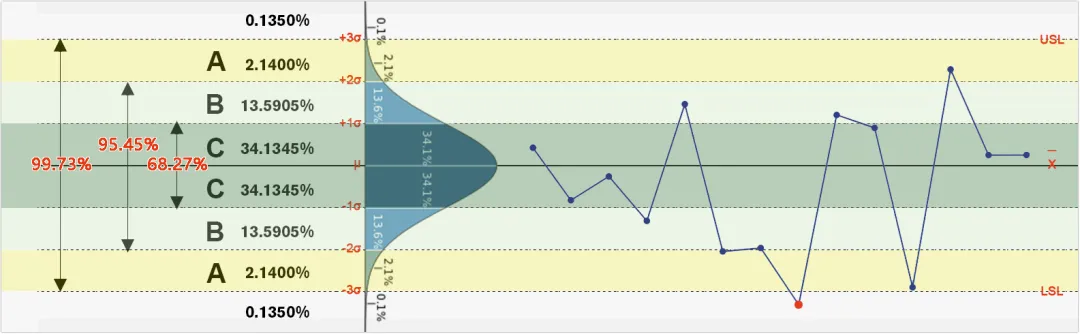
控制规则利用了正态分布曲线的优势,即68.26%的数据在平均值的正负一个标准差范围内,95.44%的数据在平均值的正负两个标准差范围内,99.73%的数据在平均值的正负三个标准差范围内(图2)。
2、控制图的作用
▲
图2.控制图和正态曲线的关系
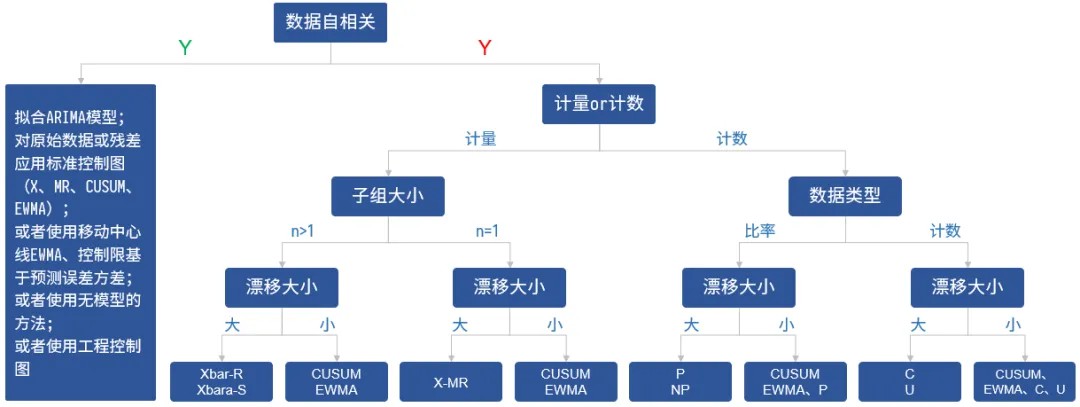
3、控制图的类型
根据统计量的不同类型,控制图可以区分为两类:
▲
图3.控制图的类型
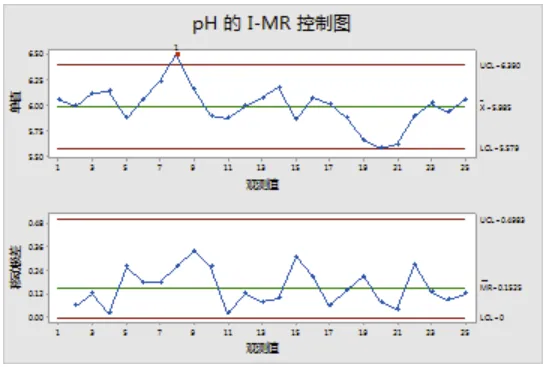
(1)单值-移动极差图(I-MR图)
单值-移动极差图(I-MR)是最常用的连续数据控制图之一。
一般先从MR图中消除任何异常点的信号,一定要通过制定措施来解除异常点,而不是简单地删除数据点。
▲
图4. 单值-移动极差图(I-MR控制图)
▲
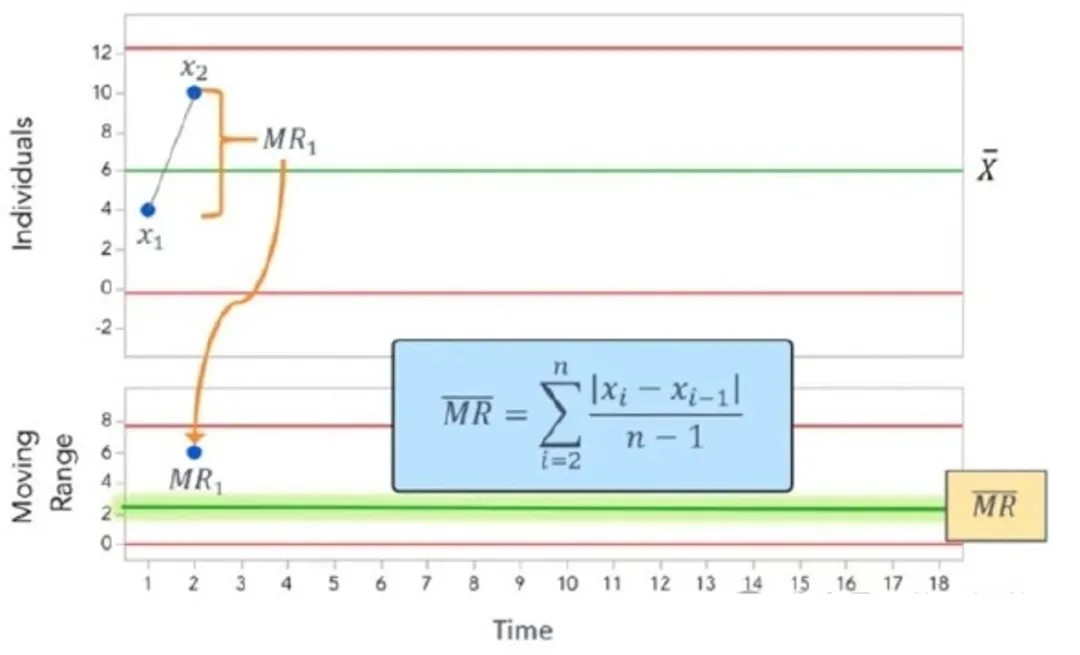
图5. 移动极差(MR)
I-MR 图在以下情况下最适用:
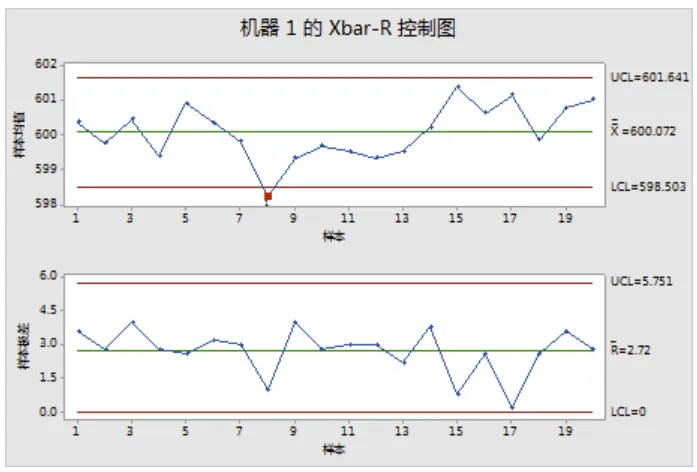
(2)均值-极差图(Xbar-R图)
另一种常用的连续数据控制图是均值-极差图 (Xbar-R图)。
▲
图6.均值-极差控制图(Xbar-R控制图)
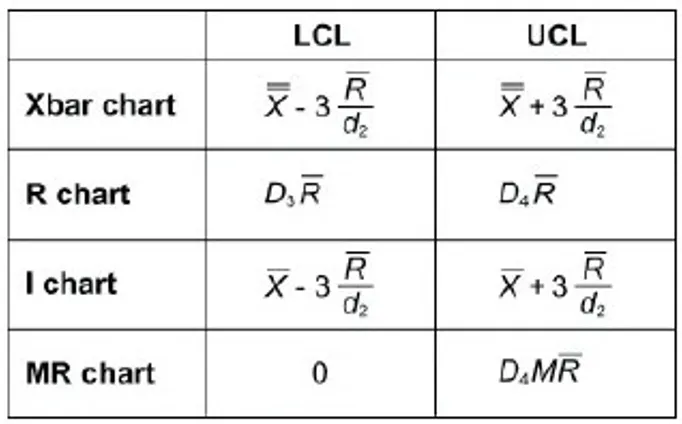
表1列出了计算控制限值的公式。
▲
表1.控制限的计算
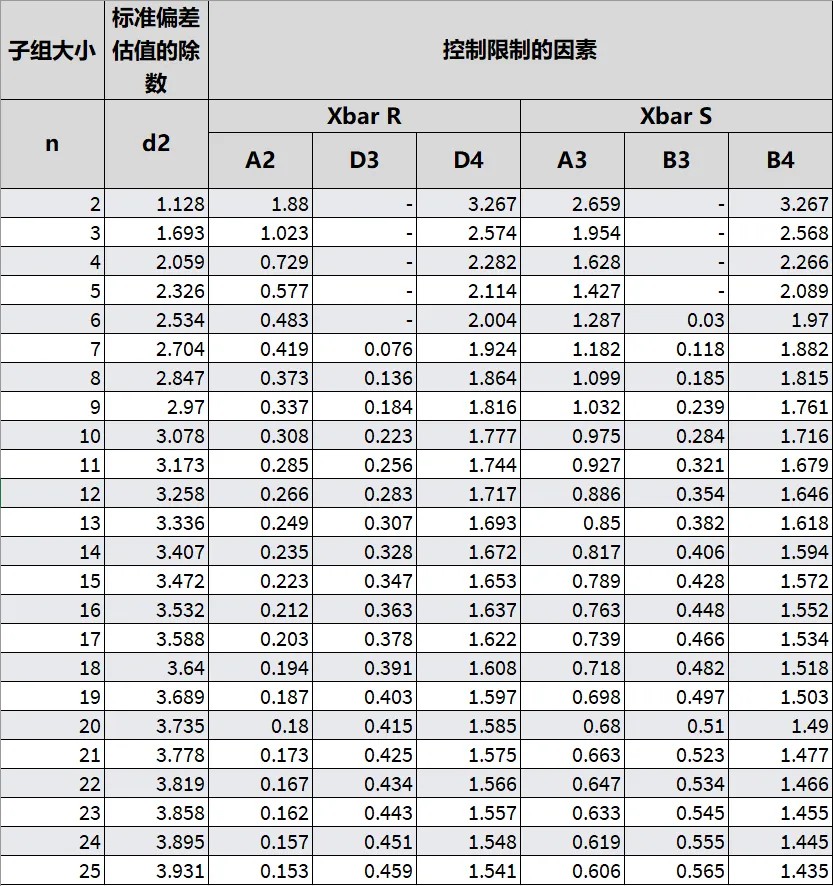
▲
表2.计算控制限的常量表
I-MR 图和 Xbar-R 图都是使用 Rbar/d2 的关系作为标准偏差的估计值,对于样本量小于 10 的情况,该估计值比平方和估计值更准确,常数
d2 取决于样本量。
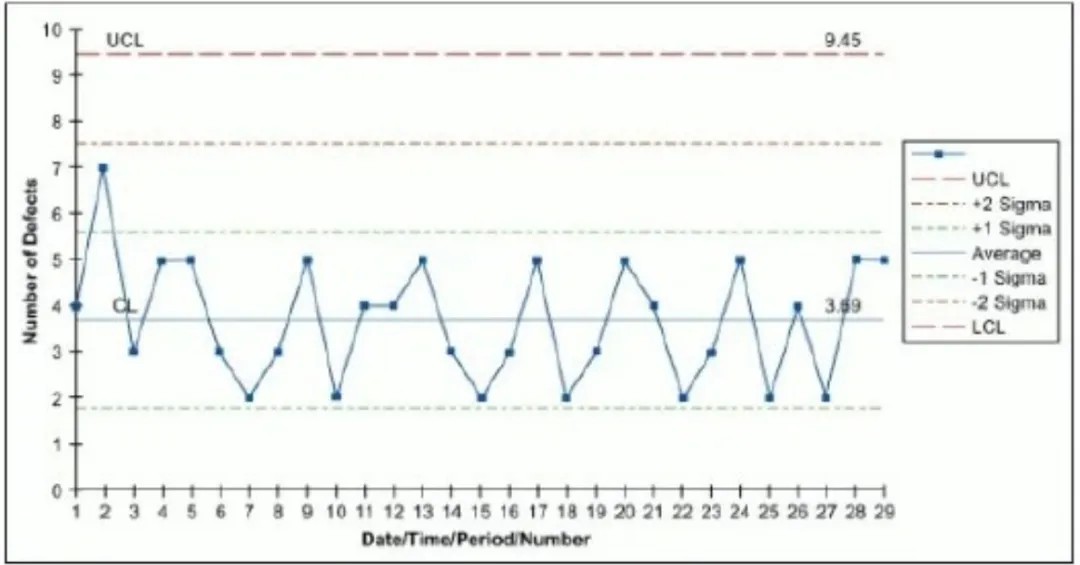
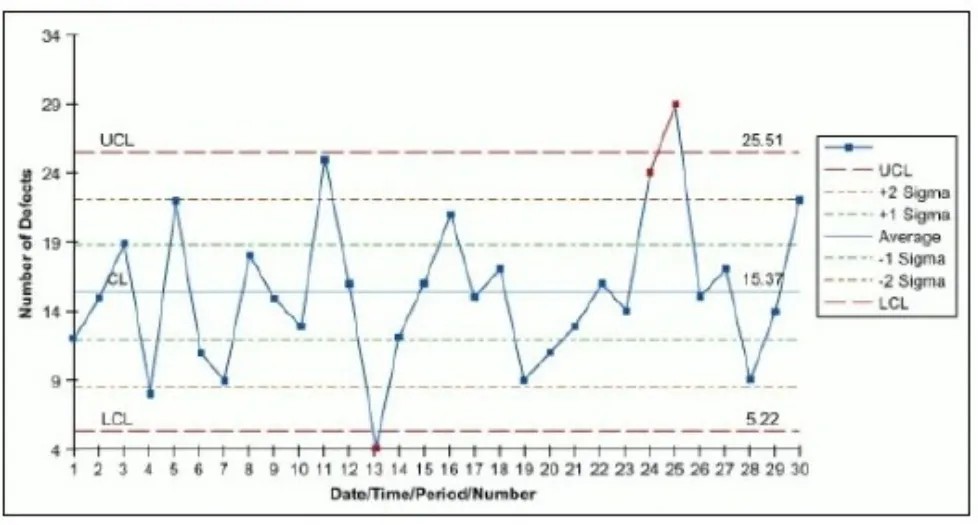
1)缺陷数图
(
c图):
3)不合格品数图(np 图):
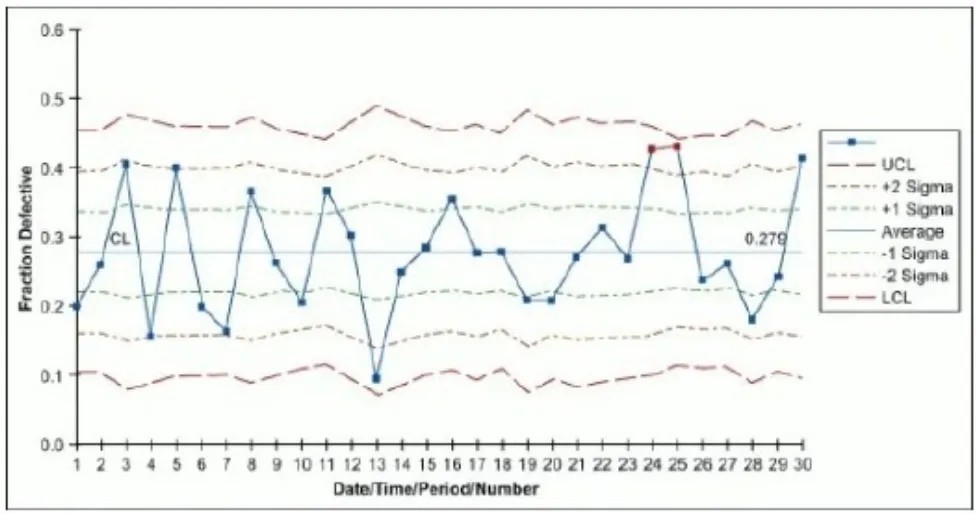
4)不合格品率图
(
p 图
):
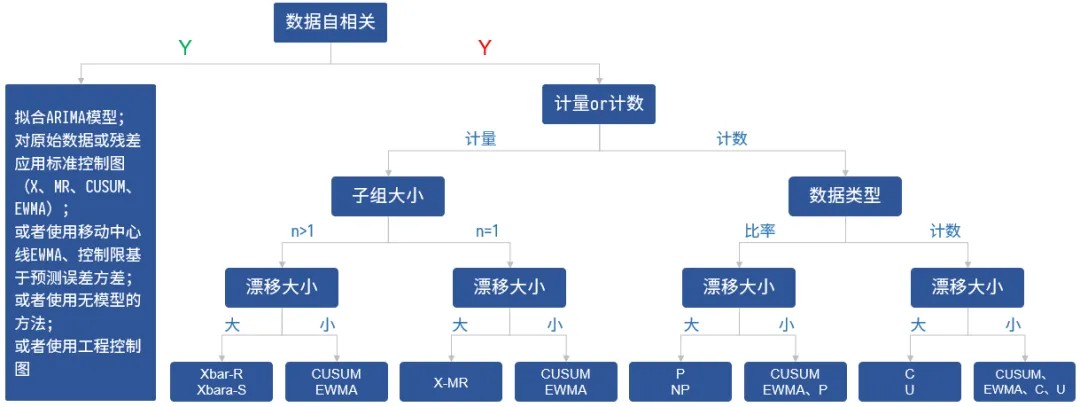
4、如何选择控制图
本文介绍了大量的控制图,但实践者可以通过一些简单的问题来找到适合任何特定用途的控制图。
▲
图11.控制图的选择
在确定使用哪种控制图时,可以考虑以下几点,例如:
了解在特定情况下使用哪种控制图可以确保准确监控流程的稳定性。
5、解读控制图
解读控制图的规则、模式可以帮助我们识别过程中产生变异的特殊原因。
控制图中的不同区域
首先,我们要定义区域,以便理解控制图规则。
●
Zone C
是中心线(过程平均值)与第1个标准偏差之间的区域
●
Zone B
是第1个标准偏差和第2个标准偏差之间的区域
●
Zone A
是第 2个标准偏差和第3个标准偏差之间的区域
利用这些区域,我们可以创建规则来识别特殊原因造成的变化。
●
规则 1
– 任何超出控制限上限或下限(>3σ)的单个数据点 - 在Zone A之外。
●
规则 2
– Zone A(同一侧)三个连续数据点中的两个--大于 2σ,但小于 3σ。
●
规则 3
– Zone B(同一侧)五个连续数据点中的四个 - 大于 1σ,但小于 2σ。
●
规则 4
– 中心线单侧连续八个或八个以上点 。
●
规则 5
– 连续六个点,所有点数都在递增或递减。
●
规则 6
– 连续 14个点,上下交替进行。
●
规则 7
– 连续15个点落在 Zone C (<1σ) 。
●
规则 8
– 在Zone C(>1σ)外单侧连续8 点。
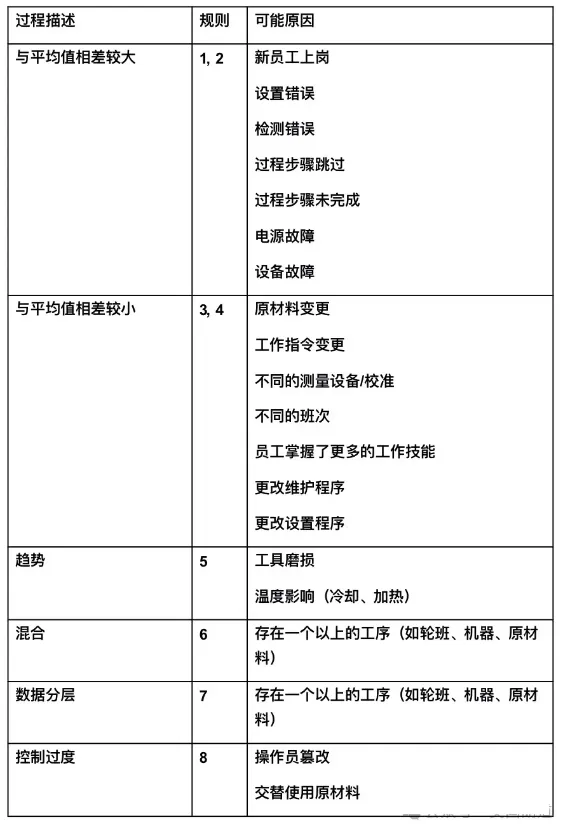
按模式划分的可能原因
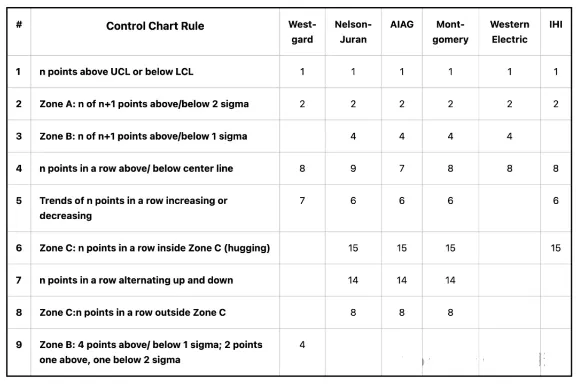
常见规则的比较
Western Electric 规则
:
AIAG 规则
:
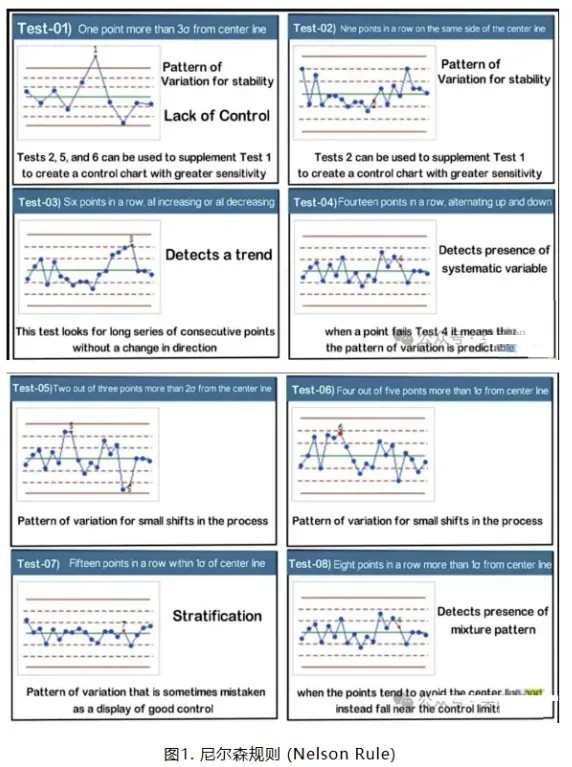
Nelson 规则
:
IHI 规则
:
Montgomery 规则
:
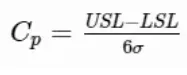
6、过程能力介绍
● “潜在能力(
C
p
)“和“生产过程中的实际能力(
C
pk
)“都是一种过程能力估算。
● “西格玛 (σ) “是一种能力估算,通常与属性数据(即每百万机会缺陷数/ DPMO )一起使用。
像这样的能力估算方法基本上是通过以单个数值的形式表示此特性,以此来反映过程的不合格率。
理解西格玛水平、Cp和Cpk
之前我们介绍过西格玛(σ)的概念,它是一个统计术语,代表数据集的标准偏差。
C
p
衡量过程的潜在能力,假定过程在规格上限 (USL) 和规格下限 (LSL) 之间完全居中。
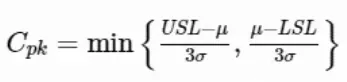
C
pk
则既考虑过程的扩散(如公式中 σ 所示),也考虑过程平均值在规格限制内的居中程度。
C
pk
值是评估过程能力和性能的关键度量。
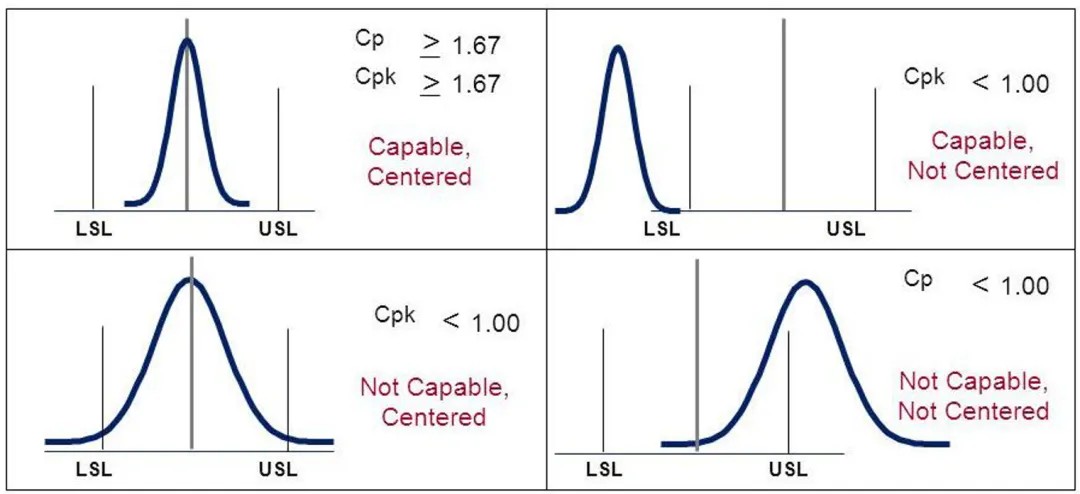
▲ 图2. 过程能力指数Cp和Cpk示意图
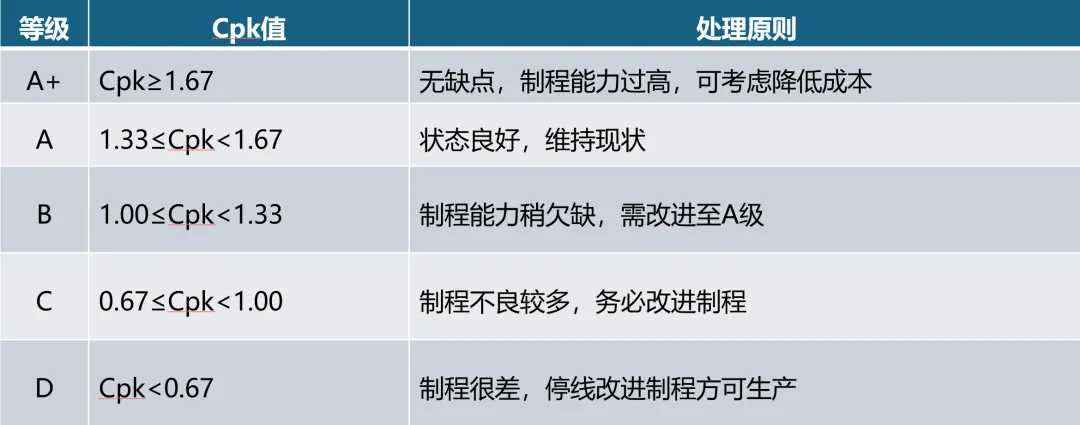
▲ 表2.Cpk结果解读
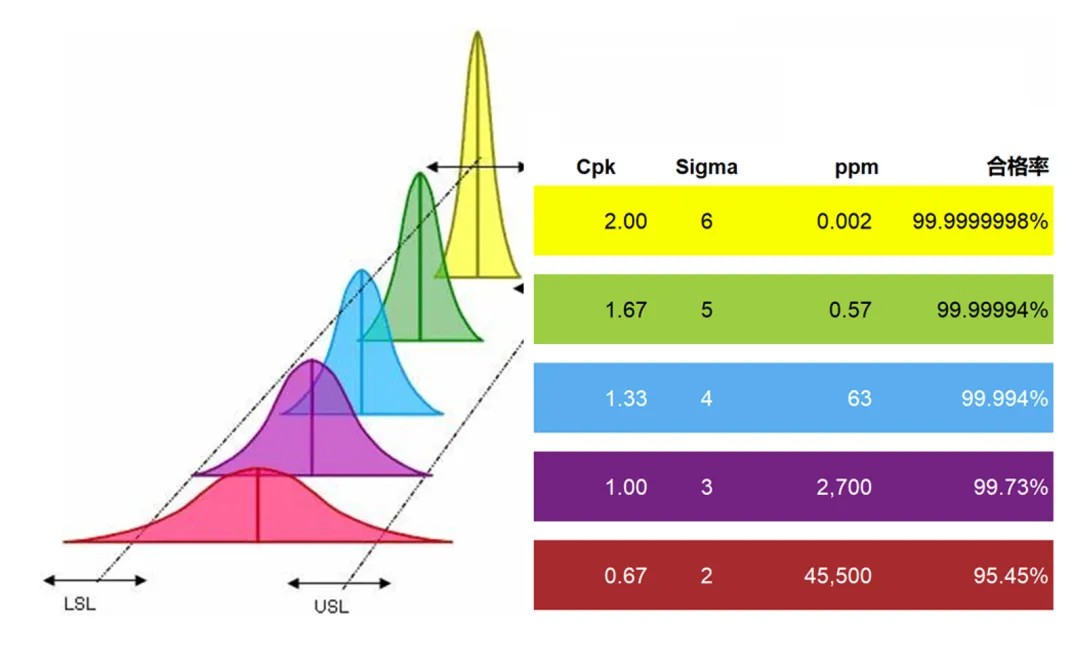
西格玛水平、Cp和Cpk:
西格玛水平、Cp 和Cpk都是用于指示过程满足客户需求能力的指标数值。
解释:
解释:
解释:
▲ PPM CPK 关系
7、结语
统计过程控制(SPC)的中心思想是控制变异,从而避免产品缺陷。
●
干货丨如何编写IATF16949程序文件?
●
审核知识丨IATF16949体系审核不符合项——没有按照作业标准执行该如何回答?
●
干货丨IATF16949:2016 标准应形成文件的22处过程,附条款说明
2)单位产品缺陷数图
(
u 图):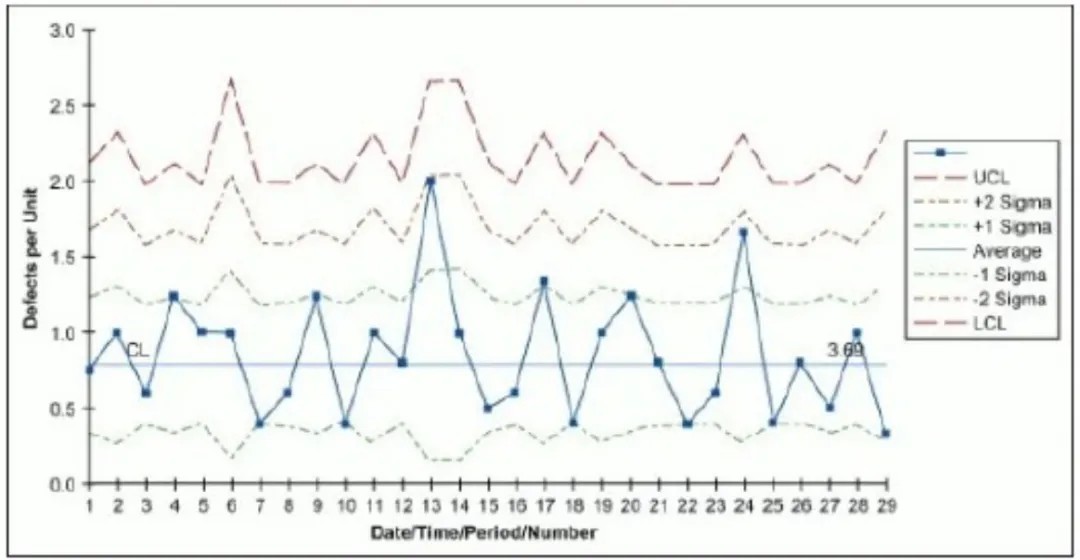
/NewsDetail/5328373.html
/NewsDetail/5438583.html
服务优势
Service Advantages

中质捷成立于2014年,是国内领先的企业管理咨询服务机构,业务覆盖全国并拓展至德国、美国、日本等十余个国家,累计服务客户超5000家。公司以“为客户创造价值,助力每一家客户持续成功”为使命,在山东、长三角、珠三角设立核心业务基地,并建有青岛技术研发中心,汇聚115名专业人才(本科及以上学历占比85%),致力于通过技术革新与定制化服务,助力客户实现持续成功。
公司核心优势包括专业团队、高效服务与行业深耕。60余位全职咨询师及讲师均具备跨国企业与多行业服务经验,提供从体系认证(如ISO三体系、IATF16949汽车标准、AS9100航空体系等)到流程优化的一站式解决方案,覆盖汽车、航空航天、医疗、能源等20余个领域。通过“一对一服务团队”模式,确保客户需求快速响应,并辅以目标保障、免费答疑、行业资讯分享等持续支持,助力企业提升管理效能。
中质捷组建了涵盖项目总监、技术专家、客服监管的专业团队,确保项目全流程高效落地。同时提供多元培训服务,包括ISO内审员课程、行业工具培训(如VDA6.3、五大工具)及定制化企业内训,通过线上线下结合的方式赋能客户。
凭借扎实的行业积累与创新服务模式,中质捷已成为多领域企业管理升级的合作伙伴。

咨询服务
Consulting service